





辐射交联聚乙烯热缩管的研制
应用60Coγ射线对聚乙烯管进行一定剂量的照射,可以制造热收缩管。本文介绍了热缩管的性能及制造工艺
关键词:辐射交联 热收缩管 热缩管

热缩管是由高分子材料经过辐射交联改性后制成的,具有耐磨、绝缘、密封、防腐蚀等优良性能。尤其是具有记忆效应,加热后能够收缩到预定的形状和尺寸。近年来,在通信、电力、石油、电子等部门得到迅速发展。
生产热收缩材料通常有化学交联和辐照交联两种方法。二者比较,辐照交联法具有操作简单,工艺稳定,交联均匀,节省能源,不产生污染等优点。
热缩管的性能
热缩管加热到160℃左右时,能收缩,其收缩比一般在2.0-3.0之间。
耐热性能好,一般未经交联的聚乙烯管材的长期使用温度不能超过60-70℃,当温度达到105-110℃时,便熔滴。辐照交联后的热缩管的长期使用温度可以达到120℃,大大提高了耐热性能。
有较好的机械性能,其抗张强度可达到15MPa以上,断裂伸长率可以达到400%以上。
有良好的电气性能,介电强度可达到20kV/mm以上,体积电阻率大于1x10的14次方Ω●cm。
交联产生了对有机溶剂不溶的凝胶体,提高了耐油和耐溶剂性能。
热缩管的上述性能均优于相同基质的聚乙烯管材,使其成为一种新型的高分子功能材料。
热缩管的研制
1.工艺流程简述
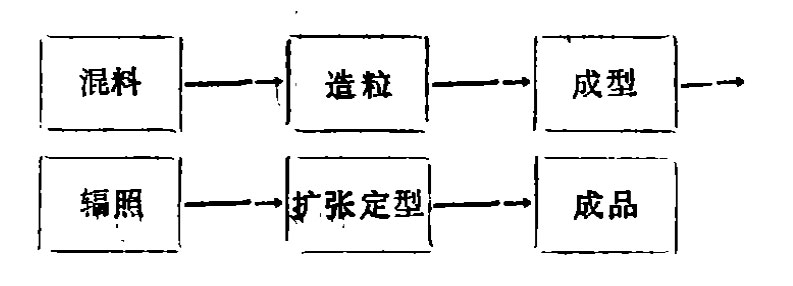
选用新鲜的聚乙烯作基料,添加适当数量的添加剂后进行混料,造料,形成配方专用粒料。用塑料挤出机挤塑成所需要的管材,再对管材进行辐照处理。然后按照需要对管材进行加热扩张,定型后即成为热缩管。其流程示意图如下所示。
2.配方试验
选择不同牌号的聚乙烯作基料,按不同配方加入添加剂量的辐照处理,用二甲苯萃取法测定样品中的凝胶含量,作出辐照剂量凝胶含量的关系曲线,作为选择配方的依据之一。试验的部分结果见图1。从图1可以看出,4种配方都可使用,但以1和2较好。
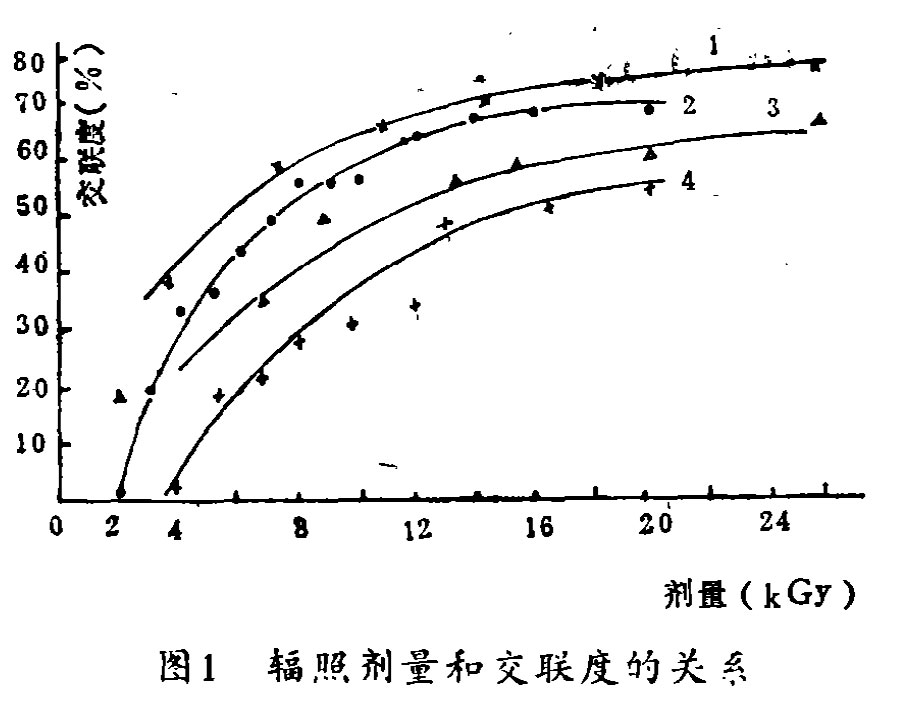
图1 辐照剂量和交联度的关系
3.辐照试验
辐照剂量的大小和不均匀程度,辐照方式和气氛因素,对热缩管的质量有较大影响。若辐照剂量较低,热缩管的交联度偏小,使热收缩性能和耐性能下降。若辐照剂量高到超过某一范围,热缩管的交联达到饱和,使机械性能下降。辐照剂量的不均匀度超过一定的数值时,真有一定几何尺寸的同一根热缩管的不同部位的交联度可能出现较大偏差而影响质量。表1和表2列出了部分试验结果。
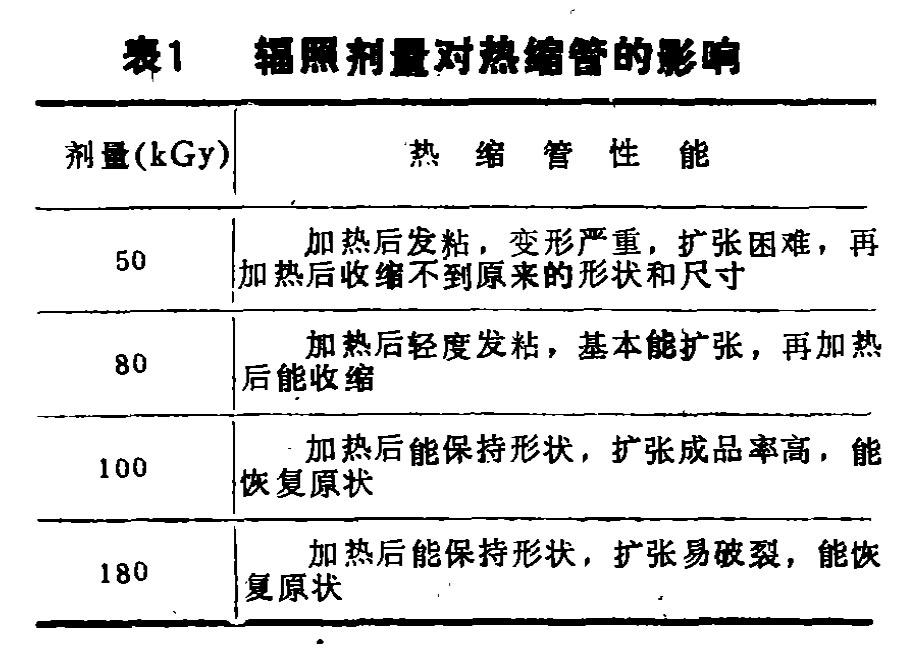
表1 辐照剂量对热缩管的影响
对几何尺寸为1120mmx1260mm的单板源,热缩管样品束长为1050mm,直径约250mm。辐照时,样品应采用水平放置,达到辐照所需剂量的一半时进行翻转调位,
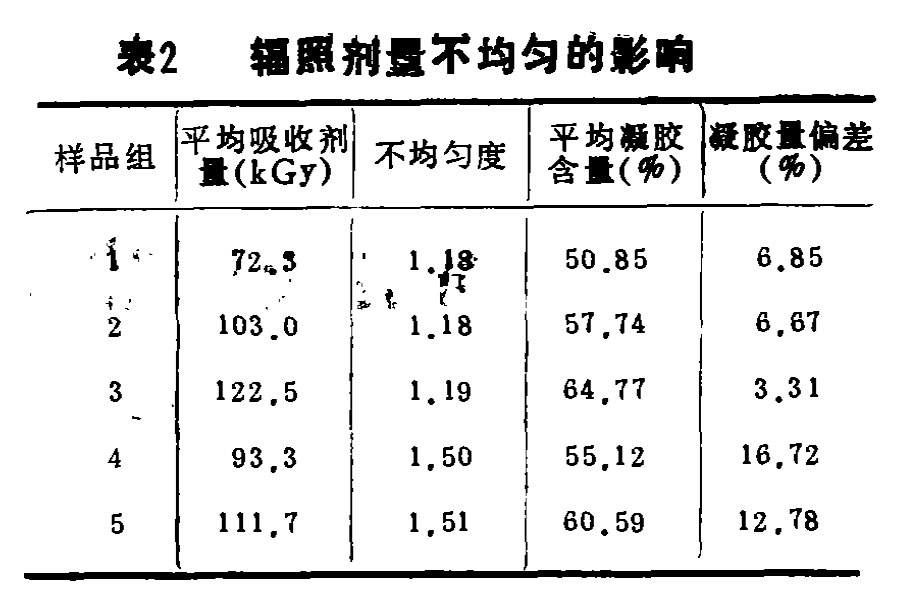
表2 辐照剂量不均匀的影响
剂量的不均匀度应小于1.2.辐照过程中要采取限氧措施并准确控制辐照剂量。
4.扩张试验
经过辐射交联后的聚乙烯管,在加热的情况下扩大管径,以造成可缩性。采用热缩空气或可伸缩的机械设备将其扩张到预定的形状和尺寸。其原理见图2.
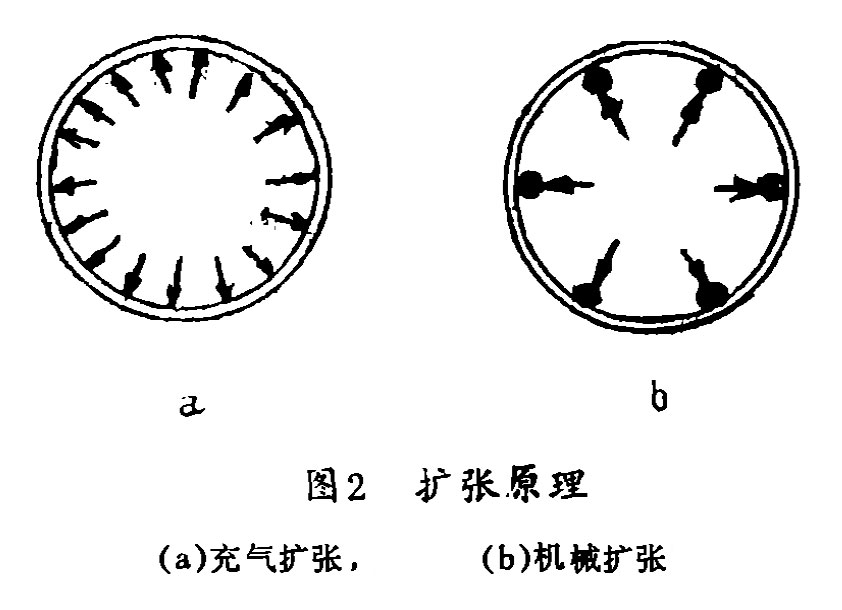
进行扩张试验需要1台加热装置,1台气扩或机扩设备及相配套的模具。扩张时要严格控制加热的温度和时间。扩张后要及时冷却定型。
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 