





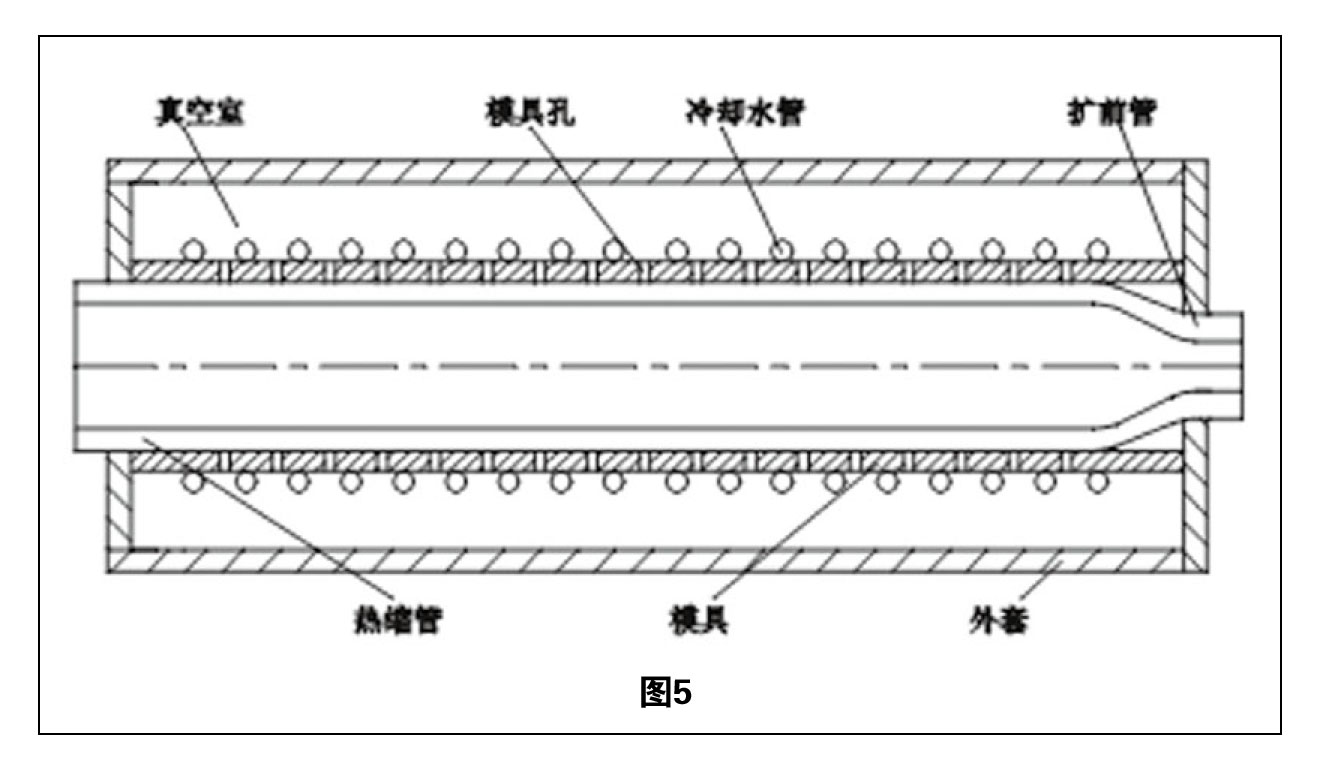
佐藤光广等发明了图 5 所示的扩张装置,该装置由模具、外套、真空室和冷却水管构成。模具上有模具孔,模具内部和真空室联通,在内压与真空的联合作用下扩张,得到热缩管。该装置的最大特点在于:冷却水管直接缠绕在模具的外侧,扩张的同时能够同步及时冷却,提高了模具的冷却效率。,但是该装置互换性差,模具与冷却水管必须同时更换。
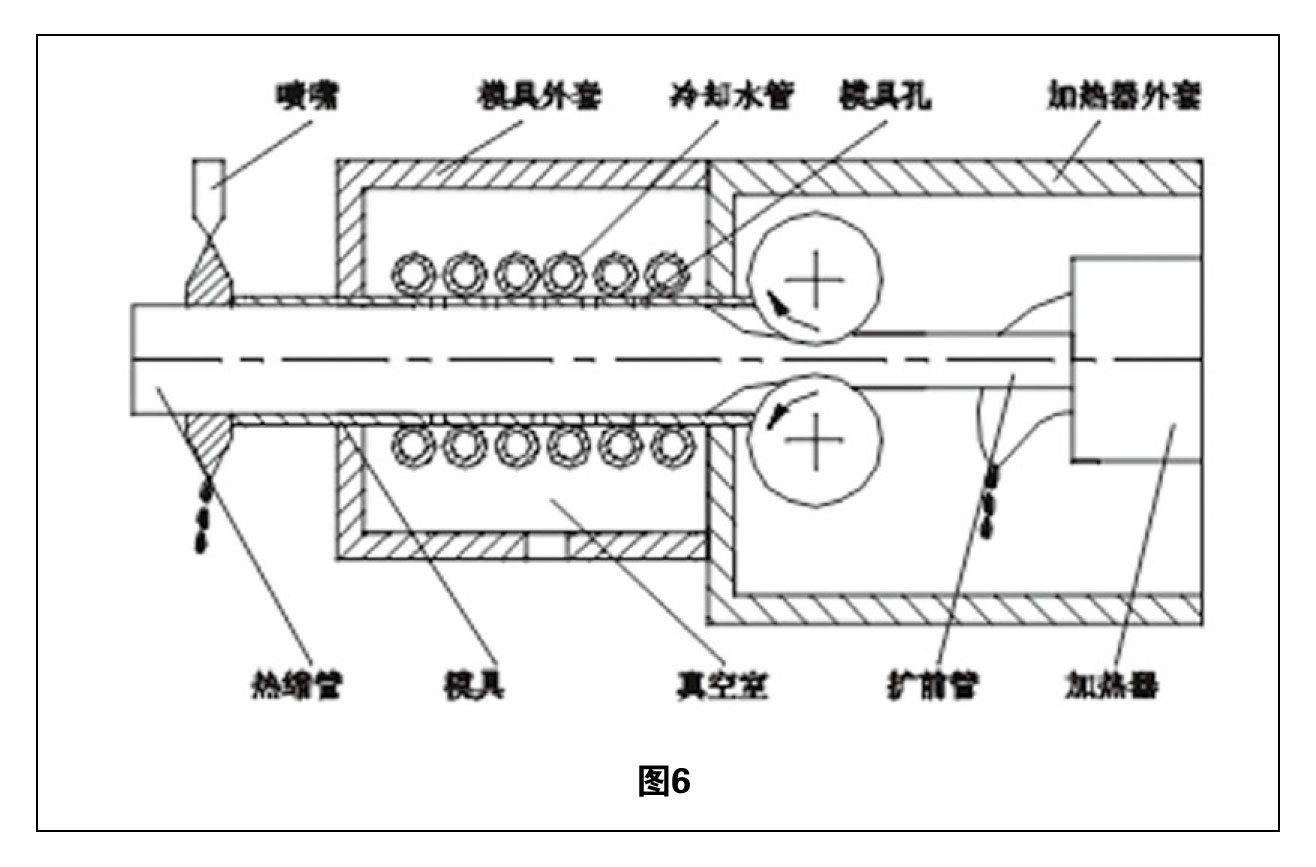
阿部桂三等发明了图 6 所示的扩张装置,该装置由喷嘴、模具外套、冷却水管、加热器外套、加热器、真空室和模具构成。该装置与图 5 相比,在模具左端增加了喷嘴,喷嘴紧邻模具左端,在扩张过程中,喷嘴不断喷射冷却水,在真空室真空的作用下,有微量冷却水进入热缩管外表面与模具内表面形成的界面,不但提高了密封效果,增强扩张稳定性,而且微量冷却水还有润滑和冷却作用,能够提高扩张速度.减小热缩管的轴向收缩率。
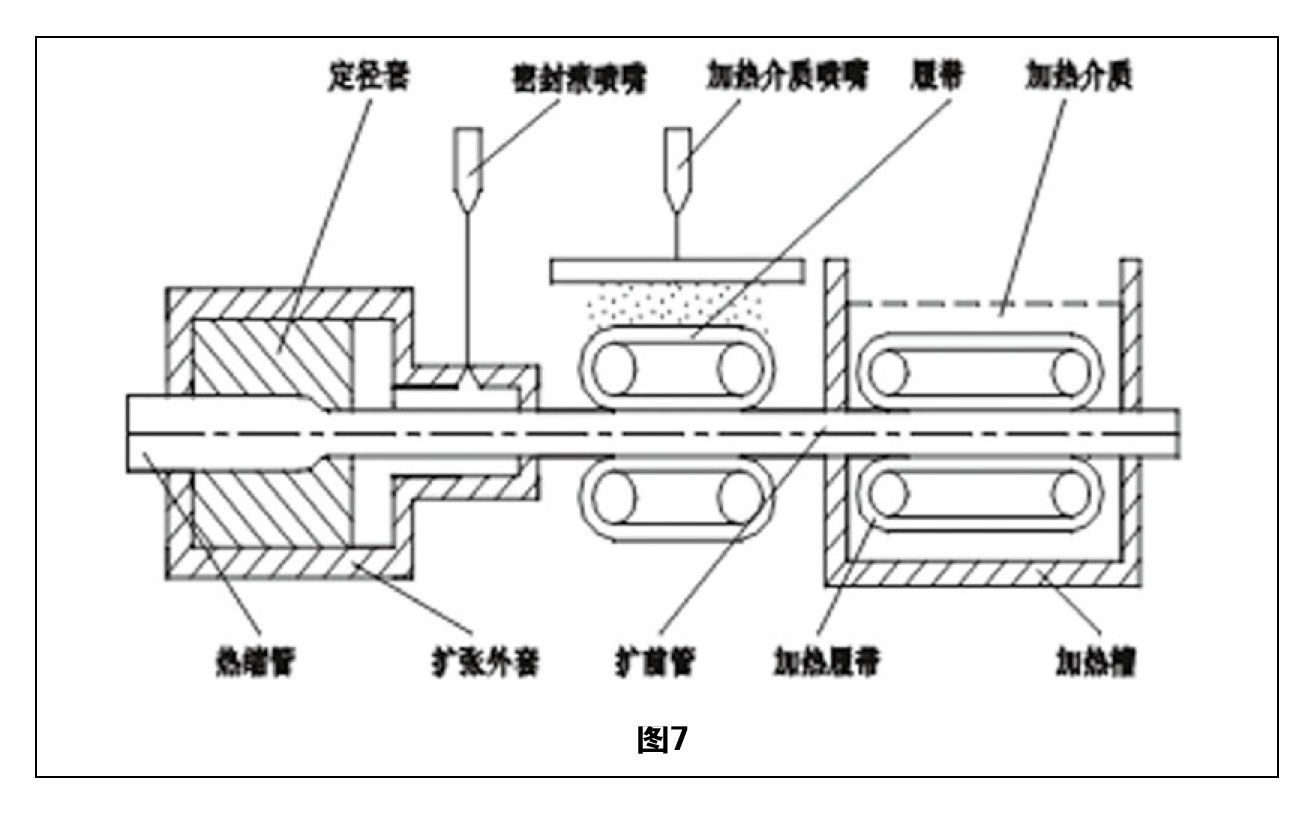
倔内信夫等发明了图 7 所示的扩张装置,该装置由定径套、密封液喷嘴、加热介质喷嘴、履带、加热槽、加热履带和扩张外套构成。该装置的最大特点是加热槽内有加热履带,扩前管在加热槽内由加热履带输送,避免其产生不均匀的拉伸,从而保证热缩管的轴向收缩率。为保持扩前管的温度,当其离开加热槽进入履带时,由加热介质喷嘴向扩前管喷射加热介质。当扩前管进入扩张外套扩张时,为保持扩张真空,通过密封液喷嘴注入极微量的密封液,然后由定径套冷却定型。
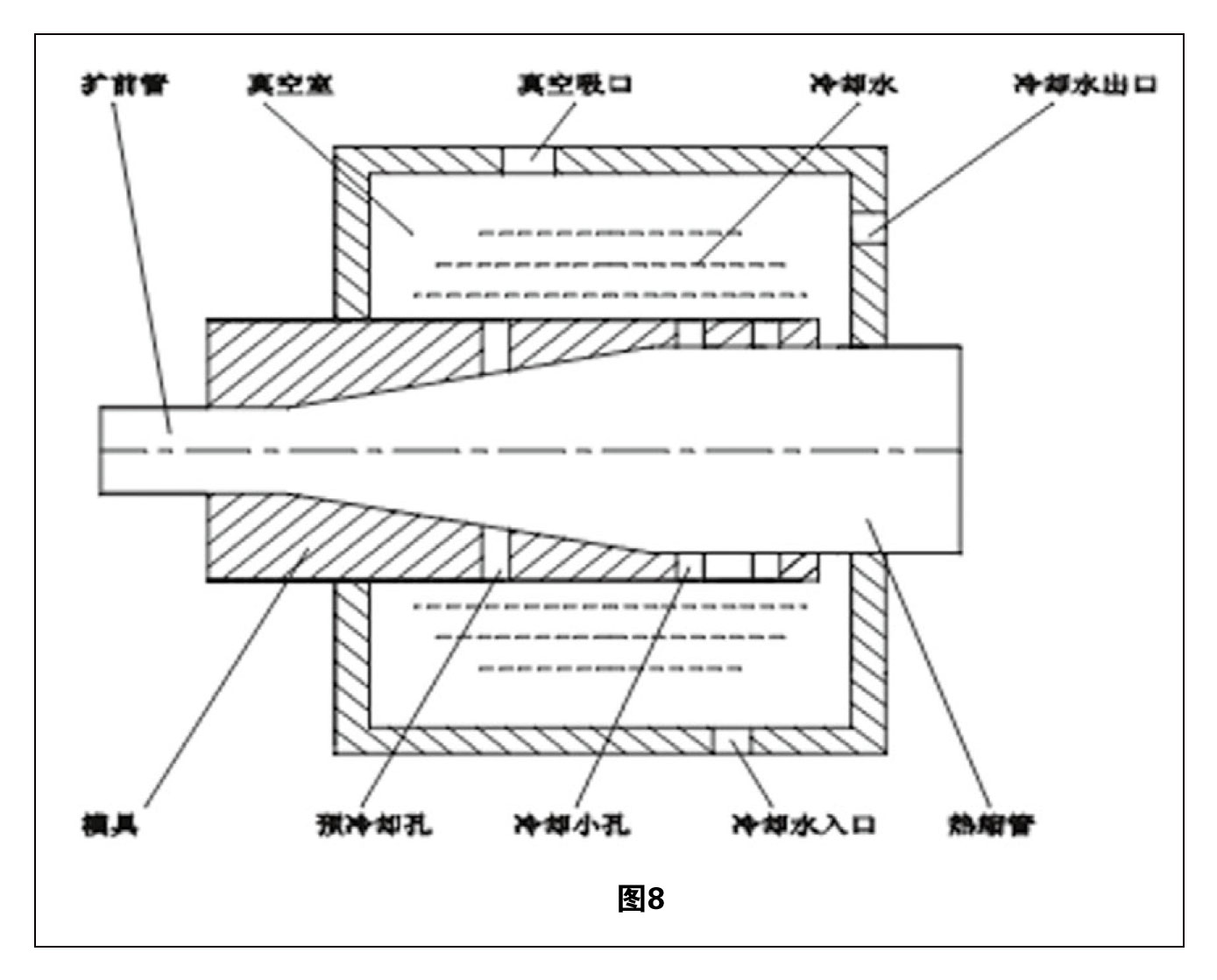
住友电工发明了图 8 所示的扩张装置,该装置由真空室和模具等构成。模具的一端位于真空室外侧,另一端位于真空室内部。模具由锥面和柱面构成,在锥面的断面上有预冷却孔,在柱面的断面上有冷却小孔,真空吸口连续抽真空以后,真空室内形成真空,冷却水入口和冷却水出口用来保持真空室内部的冷却水温度。传统的冷却方法是热缩管完全扩张以后冷却其外表面,这样热缩管外表面冷却后被拉伸,内表面拉伸后受到冷却,内外表面产生应力,造成扁平热缩管加热以后不能恢复原来的圆形,特别是对于结晶度低的软质热缩管,使用自动穿线机将热缩管套进端子时,热缩管发生弯曲,导致穿线困难,降低工作效率。
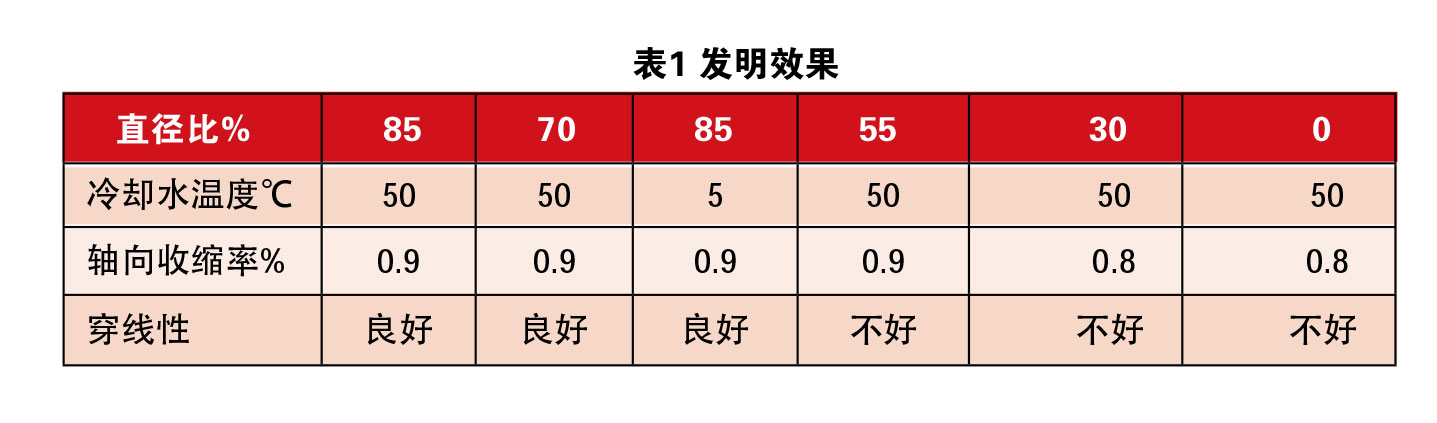
该装置的最大特点是:模具扩张段由锥面和柱面构成,扩前管从锥面的小截面向大截面移动过程中,缓慢扩张,其自由膨胀受到限制,在热缩管结晶过程中逐渐冷却,避免急剧冷却,能有效降低热缩管内外表面应力,方便自动穿线机穿线,提高工作效率。扩张比一般为1.5-3,最好为1.8-2.4,在扩张过程中,预冷却孔和冷却小孔与真空室连通,冷却水会进到热缩管外表面,起到润滑作用,降低热缩管的轴向收缩率。另外模具另一端处于真空室内部,热缩管离开模具以后,全部浸在冷却水中,能够提高冷却效率。从表 1 可以看出,直径比(预冷却孔处的直径与热缩管直径之比)对轴向收缩率影响不大,但对穿线性影响较大,冷却水温度对轴向收缩率和穿线性影响都不大,直径比最好为 60 %一 90 %。
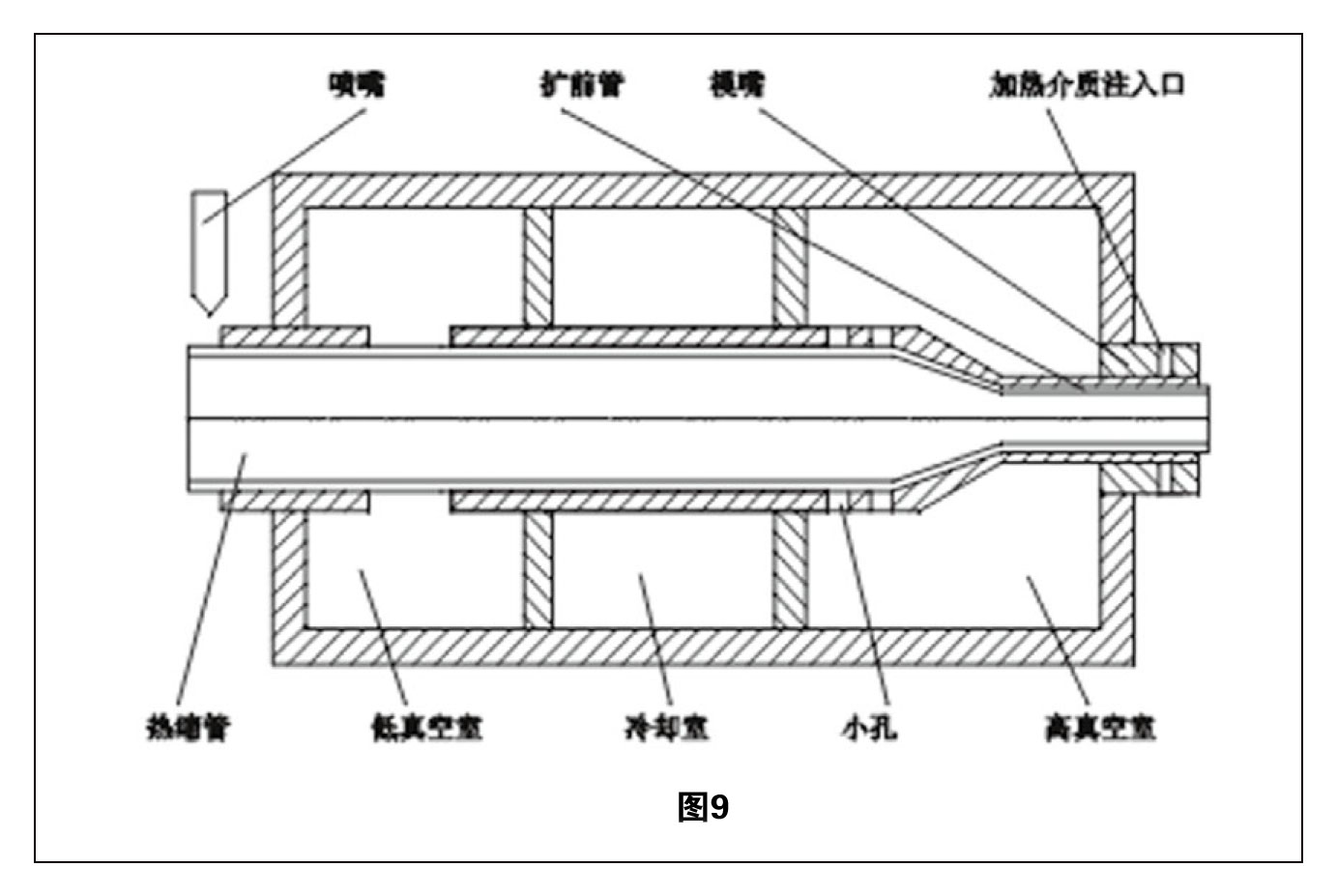
大西俊光等发明了图 9 所示的扩张装置,该装置由喷嘴、模嘴、高真空室、冷却室和低真空室构成。模嘴上的加热介质注入口,用于注入加热介质,保持高真空室的真空稳定;喷嘴喷射的冷却水除了对热缩管冷却以外,还有密封作用,保持低真空室的真空稳定。处于高真空室的模具,管壁上有小孔,使模具内部与高真空室联通;处于低真空室的模具,中间断开,热缩管完全暴露在真空当中,圆周方向真空均匀。
该装置的特点在于:有两个真空室,高真空室用于扩张,低真空室用于保持扩张状态,与只有一个高真空室(图 1 )相比,不但可以减少真空泵的能源损耗,而且低真空室的热缩管与模具之间的摩擦力较小,可以有效减小热缩管的轴向收缩率。
之「二」共「五」篇
本文由东莞云林搜集并整理,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 