





G5热缩管在交流电机绕组引出线上的工艺应用试验
摘要 目前国内中小型交流电机的绕组线圈到接线板,通常采用电缆将其连接(焊接)起来。由于散嵌线圈匝数多和焊接时温度高的特点,易造成电机的质量缺陷,本文介绍一种新的工艺方法,不用焊接,彻底消除电机因焊接造成的质量隐患。经模拟试验和样机试验后,该工艺已成功应用于电机厂开发的风机电机上。
关键词:交流电机;绕组引出线;焊接;热缩管

引言
在交流电机制造过程中,电机绕组线圈到接线板是通过电缆来连接的,电缆同线圈需要锡焊或自熔焊焊接起来。电机厂原采用锡焊,如果连接处电阻大,将产生高温,使电机不能安全运行。自熔焊的难点是必须保护邻近绝缘物不受高温烧伤,否则易造成电机的质量隐患。要克服焊接的缺点,最好的办法是不用焊接。
研究人员将电机绕组线圈的出线头,预留出所需引接线的长度,将东莞市云林应用材料有限公司提供的G5-135军标级热缩管,套在线圈出线头上低温热缩成形,再增加绝缘处理,起到了电缆引出线的作用,很好地解决了不用焊接的问题。
东莞市云林应用材料有限公司G5-135军标级热缩管,是由具有良好柔软性及高阻燃性的交联聚烯烃材料组成,它有耐高温、阻燃及良好的热稳定性和良好的物理特性,热收缩率可达50%(直径)。研究人员在该厂开发的新产品风机电机的绕组引出线上,进行了工艺应用试验。
2模拟试验
2.1 主要材料
(1)G5-135军标级热缩管(以下简称G5-135管)ф13mm。
(2)6050聚酰亚胺薄膜带(以下简称6050带)0.05x25mm。
(3)6250聚酰亚胺薄膜胶粘带(以下简称6250带)0.05x25mm。
(4)聚脂纤维带0.1x20mm。
(5)聚脂漆包圆铜线QZ(G) -2/155 (以下简称QZ-2圆铜线)ф1.5mm。
(6)JXN铜芯橡皮绝缘丁腈护套引接电缆(以下简称JXN电缆)10mm²。
(7)2751硅橡胶玻璃丝管(以下简称 2751管)ø10mm。
2.2 原材料击穿电压试验数据
原材料击穿电压数据见表1(参考JB1555-75和GB6109.1标准执行)。

表1 原材料击穿电压试验数据
2.3试样制备
(1)试样示意图见图1。
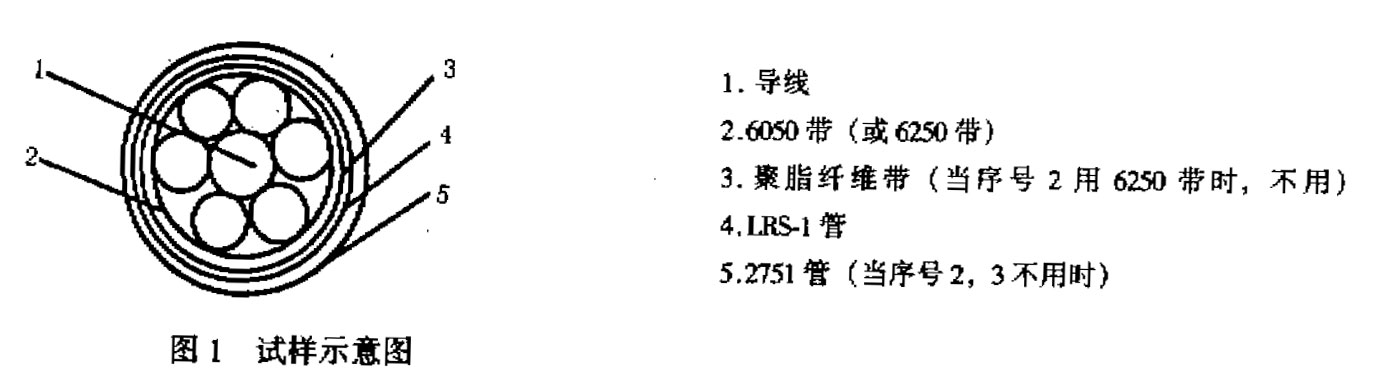
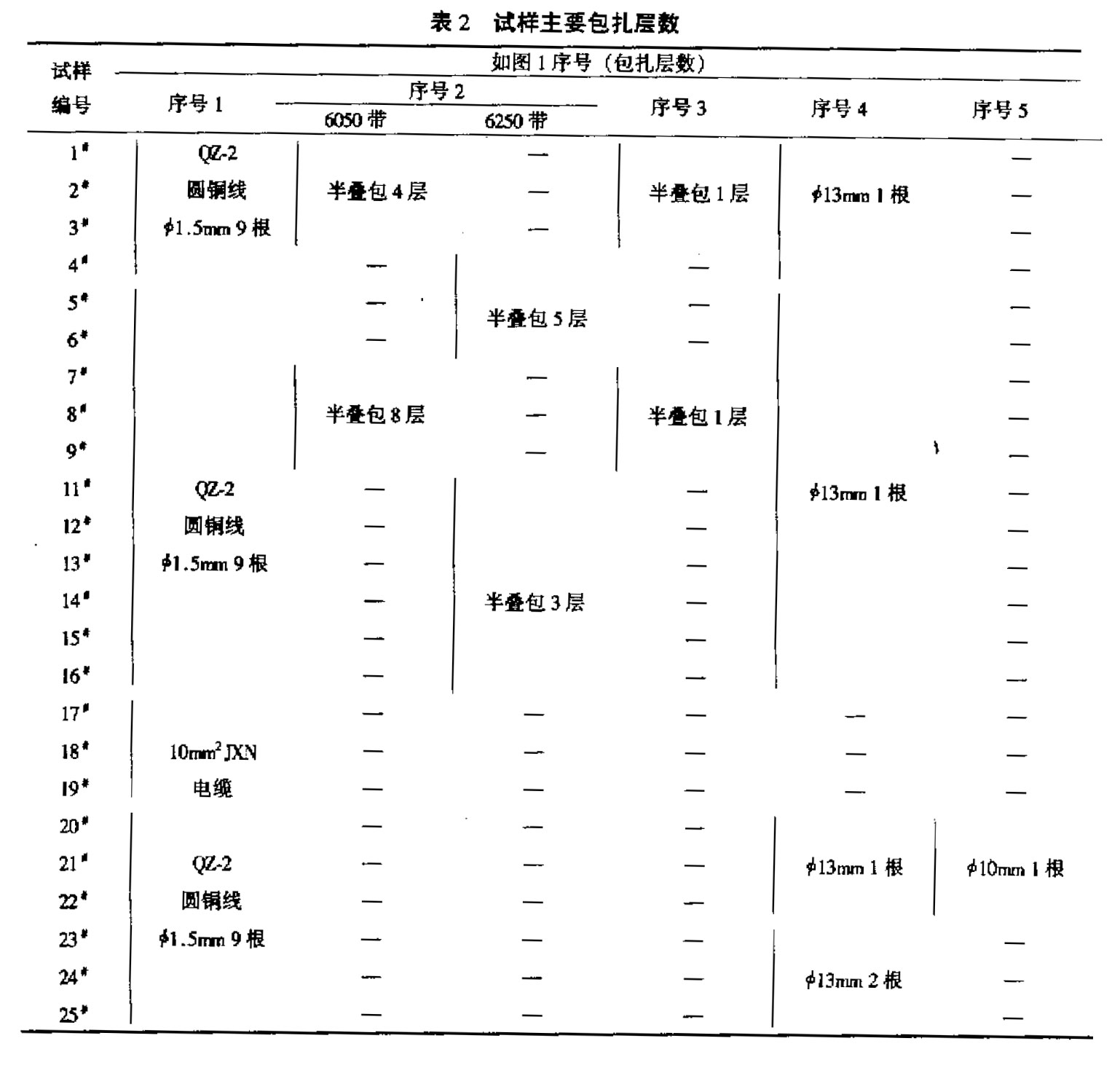
(2)试样主要包扎层数见表2。
2.4 主要工艺过程
(I)将ø1.5mm导线截断成长1200mm, 9根为1束,共21束。
(2)据表2的包扎层数,包扎绝缘层, 套热缩管。
(3)将编号1#~13#试样和编号20#~25#试样放入烘箱中烘焙,100±5℃保温30min后,取出冷却待测。
(4)将编号23#~25#试样套入第2根热缩管,按“2.4(3)条“参数烘焙。
(5)将编号14#~16#试样随电机产品烘焙,白坯130℃+5℃保温2h;浸漆后烘焙135℃保温10h;取出冷却待测。
2.5 检测
(1)粘联性:将热缩管套在电磁线上,各两束电磁线捆在一起,按“2.4(3)条”烘焙后,趁热分开,在热缩管上有粘接痕迹;如果冷后分开,热缩管已损伤。
(2)性能测试:性能测试结果见表3。工频耐压试验按JB6213.2-92标准(浸水12h后,1.5kV保持5min)考核。
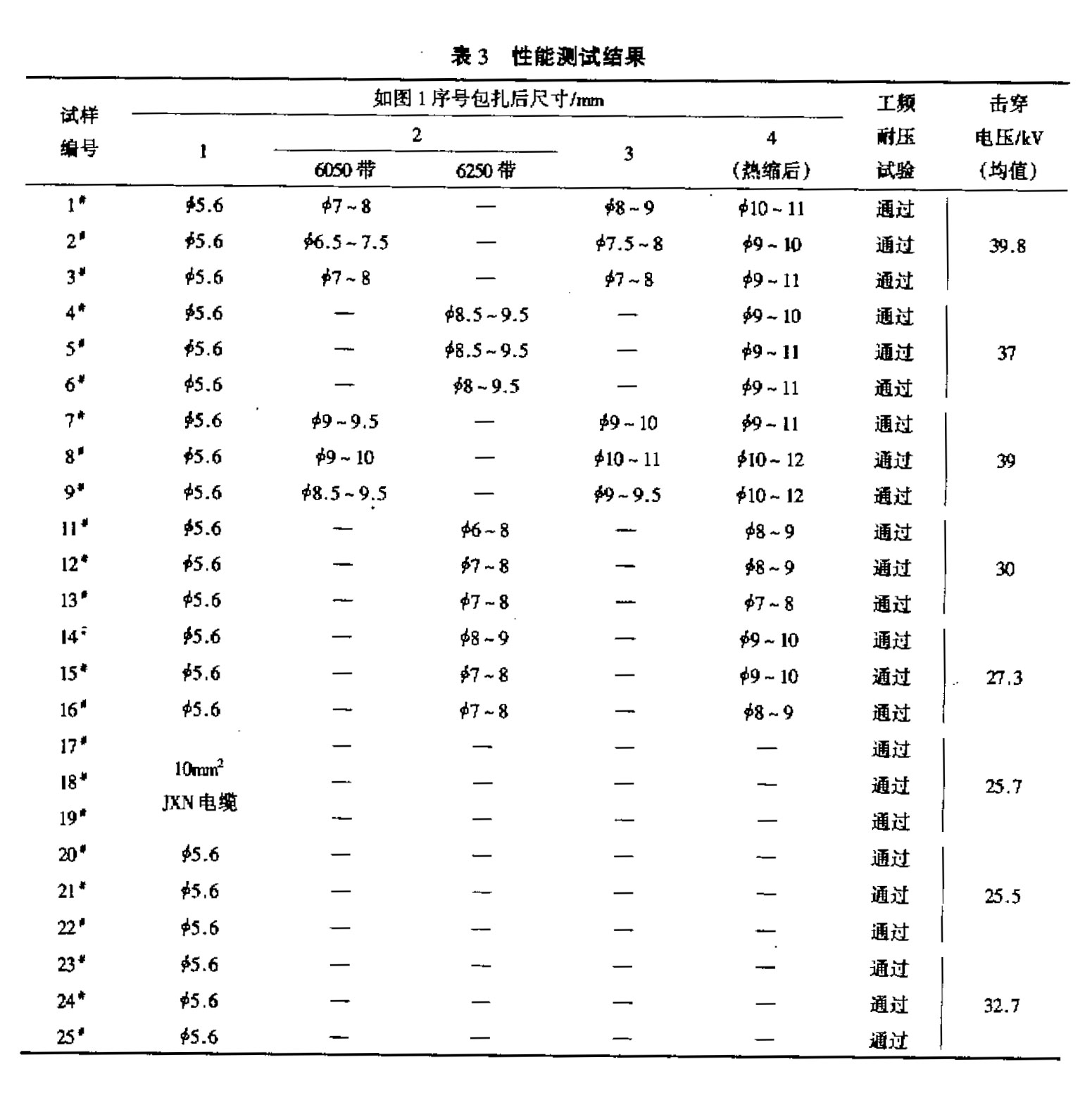
表3 性能测试结果
3 样机试验
3.1 样机选择
选择样机:YF225M-4 45kW风机电机两台。
3.2 主要材料
(1) G5-135军标级热缩管。
(2)6250聚酰亚胺薄膜胶粘带。
3.3 主要工艺准备
(1)YF225M-4 45kW电机定子线圈在绕制时,线圈出线头预留出所需长1000mm。
(2)将线圈嵌入定子铁心。
(3)经检验合格有绕组的定子铁心,进行白坯预烘,130℃保温2h。待出炉冷却至40~50℃时浸漆,达到工艺时间后滴漆。 滴漆时,用稀释剂将绕组出线头上的漆擦掉,使其不带有漆液。然后进行烘焙处理, 135℃保温10h,出炉后待用。
3.4 主要工艺过程
(1)将绕组的出线头理顺成一束,半叠包6250带3层,套上G5-135型热缩管。
(2)将烘炉温度升至130℃时,放入电机烘焙2h(由于样机交货时间原因,此次随电机产品白坯烘焙),出炉。
3.5检测
样机按ZBK22007~88标准,出厂检验合格。
4. 分析与结论
4.1 技术经济性分析
技术经济性分析见表4 (以试样编号11#~13#为例)
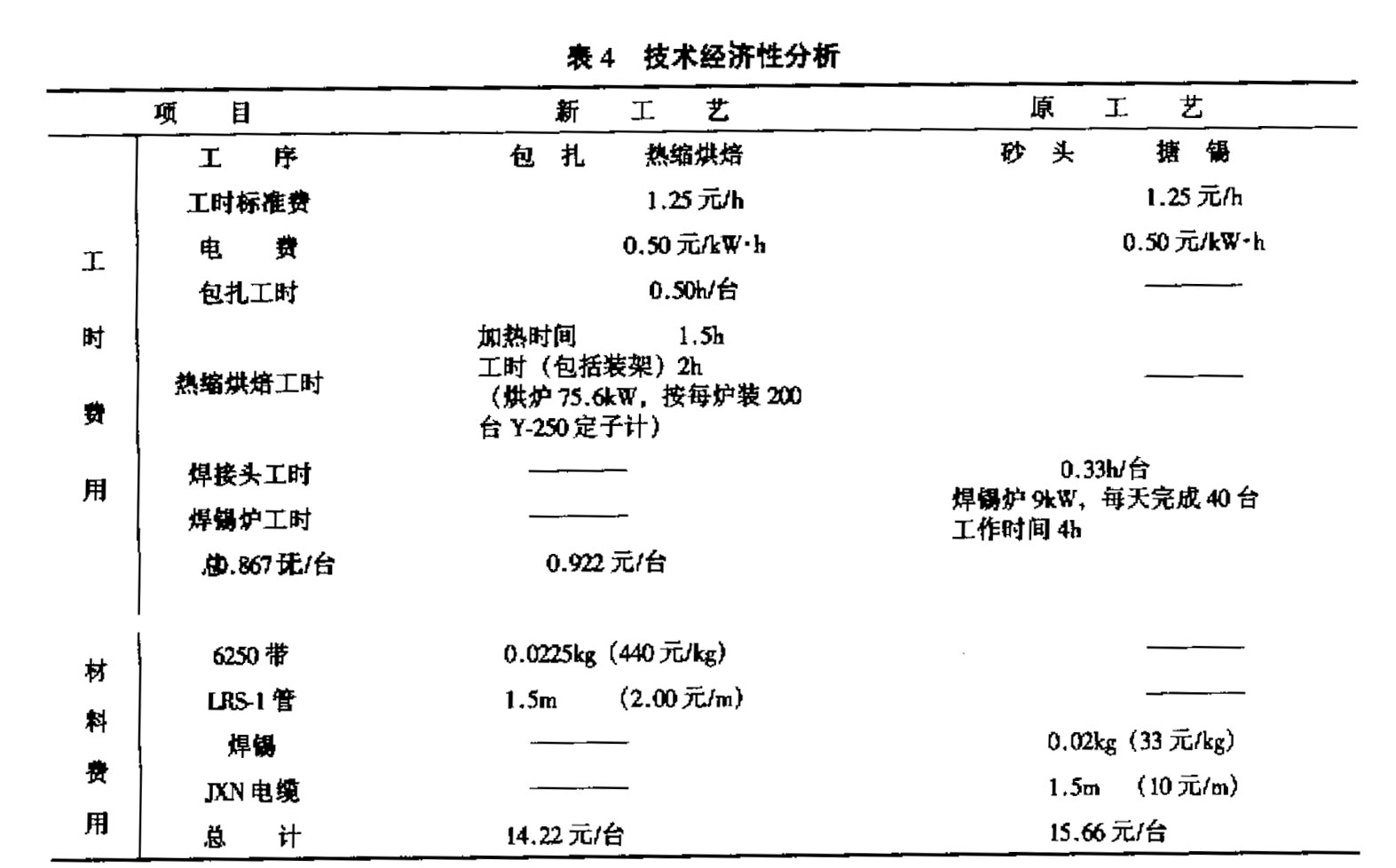
表4 技术经济性分析
从表4可以看出,在工时费用方面,新工艺跟原工艺基本相当;在材料费用方面, 新工艺比原工艺降低成本9.19%。
4.2结论
(1)从表3检测结果可看出, 包扎6250 胶粘带比较贴实,还不用再包聚脂纤维带。 半叠包3层6250胶粘带的击穿电压,同半叠包4层,8层6050带和5层的6250带的击穿电压值相当, 比JXN电缆击穿电压高。 在工艺上,与产品同炉浸烘的热缩管,击穿电压较低,主要是由于绝缘漆粘结力强,在弯曲时损伤了热缩管,造成了空气隙,降低了击穿电压。
(2)从表3检验结果可看出,试样20#~25#击穿电压值与JXN电缆相当。因不在电磁线上绕包绝缘,操作更方便。在工艺上,应避免过度弯折损伤热缩管,降低绝缘强度。(因试验设备限制,试样只检测了工频耐压和击穿电压。)
(3)电机绕组出线头套上热缩管,可以代替电缆引出线。不用焊接,从而在根本上解决了焊接处易产生接触电阻过大,造成烧毁电机的质量隐患。
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 